ผลิตภัณฑ์ล่าสุด






ติดต่อเรา
- 1st อาคาร ของ Jinqiao นานาชาติ, Fengdong ใหม่ เมือง, xi'an, Shaanxi, จีน
- sxthsteel@sxth-group.com
- +8615229093993

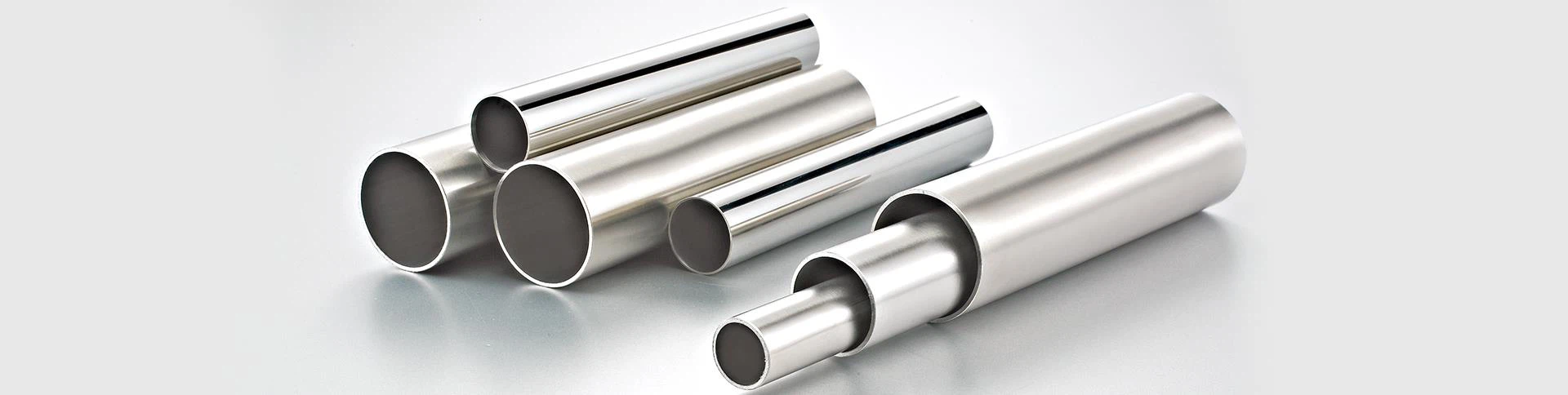
แผ่นไทเทเนียม AMS 4900 สตริป
1. เกรด: UNS R50550/เกรด 2 บริสุทธิ์เชิงพาณิชย์
2. แบบฟอร์ม: แผ่น แผ่น แผ่น แถบ
3. ความหนา: ≤25.4mm
คำอธิบาย
AMS 4900 แผ่นไทเทเนียม แถบ และแผ่นอบอ่อนบริสุทธิ์เชิงพาณิชย์ ความแข็งแรงของผลผลิต 55 ksi (379 MPa)
อบอ่อนบริสุทธิ์เชิงพาณิชย์ 55 ksi (379 MPa) ความแข็งแรงของผลผลิต (องค์ประกอบคล้ายกับ UNS R50550)
1.1 แบบฟอร์ม
ข้อมูลจำเพาะนี้ครอบคลุมเกรดหนึ่งของไทเทเนียมบริสุทธิ์เชิงพาณิชย์ในรูปแบบของแผ่น แถบ และแผ่น 1.000 นิ้ว (25.40 มม.) และต่ำกว่าในความหนาเล็กน้อย
1.2 การสมัคร
โดยทั่วไปแล้ว วัสดุนี้ใช้สำหรับชิ้นส่วนที่ต้องการความแข็งแรงสูงสุด 400 °F (204 °C) และทนต่อการเกิดออกซิเดชันสูงสุด 600 °F (316 °C) แต่การใช้งานไม่ได้จำกัดเฉพาะการใช้งานดังกล่าว
3.1 องค์ประกอบ
ต้องเป็นไปตามอัตราร้อยละตามน้ำหนักที่แสดงไว้ในตารางที่ 1 คาร์บอนจะต้องถูกกำหนดตามมาตรฐาน ASTM E1941 ไฮโดรเจนตามมาตรฐาน ASTM E1447 ออกซิเจนและไนโตรเจนตามมาตรฐาน ASTM E1409 และองค์ประกอบอื่น ๆ ตามมาตรฐาน ASTM E2371 อาจใช้วิธีการวิเคราะห์อื่น ๆ หากผู้ซื้อยอมรับได้
3.1.1 ไม่จำเป็นต้องมีการพิจารณาสำหรับการยอมรับตามปกติ
3.1.2 ตรวจสอบการวิเคราะห์
การแปรผันขององค์ประกอบต้องเป็นไปตามข้อกำหนดที่บังคับใช้ของ AMS 2249
3.2 วิธีปฏิบัติในการหลอม
3.2.1 โลหะผสมจะต้องผลิตโดยเตาอิเล็กตรอนแบบเย็นหรือแบบพลาสม่าอาร์คหลอมแบบเย็นหรือจะต้องหลอมหลายตัว เมื่อหลอมเหลวหลายครั้ง การหลอมครั้งแรกต้องทำโดยใช้อิเล็กโทรดสิ้นเปลืองแบบสุญญากาศ อิเล็กโทรดที่ไม่ใช้วัสดุสิ้นเปลือง เตาแม่เหล็กไฟฟ้าแบบลำแสงอิเล็กตรอน หรือการหลอมด้วยเตาพลาสมาอาร์คแบบเย็น การหลอมหรือการหลอมที่ตามมาจะต้องทำโดยใช้วิธีการหลอมอาร์กสูญญากาศ (VAR) ไม่อนุญาตให้เติมโลหะผสมในการหลอมครั้งสุดท้าย
3.2.1.1 บรรยากาศสำหรับการหลอมอิเล็กโทรดที่ไม่สิ้นเปลืองต้องเป็นสุญญากาศหรือต้องเป็นอาร์กอนและ/หรือฮีเลียมที่ความดันสัมบูรณ์ไม่เกิน 1,000 มม. ของปรอท
3.2.1.2 ปลายอิเล็กโทรดสำหรับการหลอมอิเล็กโทรดที่ไม่สิ้นเปลืองต้องเป็นทองแดงระบายความร้อนด้วยน้ำ
3.3 เงื่อนไข
สินค้าจะต้องจัดส่งในสภาพดังต่อไปนี้:
3.3.1 แผ่นและแถบ
รีดร้อน โดยมีหรือไม่มีการลดความเย็น อบ ขจัดตะกรัน และปรับระดับ โดยมีลักษณะพื้นผิวเทียบได้กับผิวเคลือบ 2D เกรด 2D ที่ทนต่อการกัดกร่อนในเชิงพาณิชย์ (ดูข้อ 8.2)
3.3.2 จาน
รีดร้อน อบอ่อน ขจัดตะกรัน และแบน โดยมีลักษณะพื้นผิวเทียบได้กับการกัดกร่อนในเชิงพาณิชย์-
เหล็กทนเบอร์ 1 จบ (ดูข้อ 8.2) ผลิตภัณฑ์เพลทต้องผลิตโดยใช้วิธีปฏิบัติในอุตสาหกรรมที่ได้มาตรฐานซึ่งได้รับการออกแบบมาอย่างเคร่งครัดสำหรับการผลิตสต็อคเพลทจนถึงความหนาที่จัดหา ห้ามใช้แท่ง บิลเล็ต การตีขึ้นรูป หรือการตีขึ้นรูปแทนจาน
3.4 การหลอม
ผลิตภัณฑ์จะต้องอบอ่อนโดยให้ความร้อนจนถึงอุณหภูมิภายในช่วง 1200 ถึง 1500 °F (649 ถึง 816 °C) โดยคงอุณหภูมิที่เลือกไว้ภายใน ±25 °F (±14 °C) เป็นเวลาที่สมน้ำสมเนื้อและ อุปกรณ์ทำความร้อนและขั้นตอนที่ใช้ และการทำความเย็นตามที่กำหนดเพื่อผลิตผลิตภัณฑ์ที่มีคุณสมบัติตรงตามข้อกำหนด 3.5 พิโรเมทรีต้องเป็นไปตาม AMS2750
3.5 คุณสมบัติ
ผลิตภัณฑ์ต้องเป็นไปตามข้อกำหนดดังต่อไปนี้:
3.5.1 คุณสมบัติแรงดึง Ten
ให้เป็นไปตามตารางที่ 2 สำหรับผลิตภัณฑ์ 1 นิ้ว (25.4 มม.) และต่ำกว่าในความหนาที่กำหนด กำหนดตามมาตรฐาน ASTM E 8 / E 8M ด้วยอัตราความเครียดที่กำหนดไว้ที่ 0.005 นิ้ว/นิ้ว/นาที (0.005 มม./มม./ นาที) และคงไว้ภายในพิกัดความเผื่อ ±0.002 นิ้ว/นิ้ว/นาที (0.002 มม./มม./นาที) ผ่านความเครียดของผลตอบแทนออฟเซ็ต 0.2%
3.5.1 .1 ข้อกำหนดการยืดตัวใช้กับผลิตภัณฑ์ 0.025 นิ้ว (0.64 มม.) ขึ้นไปในความหนาเล็กน้อยเท่านั้น
3.5.1 .2 ข้อกำหนดคุณสมบัติแรงดึงสำหรับผลิตภัณฑ์ที่อยู่นอกช่วงที่ครอบคลุมโดย 3.5.1 จะต้องตกลงกันระหว่างผู้ผลิตและผู้ซื้อ
3.5.2 การดัด
ผลิตภัณฑ์ที่มีความหนาน้อยกว่า 0.1 875 นิ้ว (4.76 มม.) จะต้องทนทาน โดยไม่มีหลักฐานการแตกร้าวเมื่อตรวจสอบด้วยกำลังขยาย 20 เท่า การดัดงอที่อุณหภูมิห้องตามมาตรฐาน ASTM E 290 ผ่านมุม 1 05 องศารอบรัศมีเท่ากับปัจจัยการโค้งงอ แสดงในตาราง 3 เท่าของความหนาเล็กน้อยของผลิตภัณฑ์โดยมีแกนโค้งขนานกับทิศทางการกลิ้ง ในกรณีที่มีข้อโต้แย้ง ผลลัพธ์ของการทดสอบการโค้งงอโดยใช้ขั้นตอนการทดสอบการดัดงอที่มีส่วนรองรับท้าย
ป้ายกำกับยอดนิยม: แผ่นไทเทเนียม ams 4900 แถบ ผู้ผลิต ผู้จำหน่าย โรงงาน ขายส่ง ซื้อ ขาย
คุณอาจชอบ





